
|
|
|
The Tiger I was manufactured by the firm of Henschel und Sohn of Kassel, Germany. Henschel was established in the early 1800's as a builder of locomotives and during World War I undertook armament manufacturing as well. By the time of the second World War, the company was producing locomotives, tanks, diesel engines, trucks, airplanes and artillery pieces. The tanks it manufactured included the Panzer I, II and III as well as the Panther, Tiger I and Tiger II.

|
| Dr. Erwin Aders, head of Henschel's Panzer program and the Tiger's chief designer, tours shop 5 with high ranking army officers on Sept. 5, 1942. (Dr. Aders is in the dark suit on the right) |
Henschel was comprised of three general engineering works in and around Kassel. Werk I in Kassel was devoted to locomotive assembly and gun production, Werk II in the Rothenditmold area consisted of a large foundry, boiler and other locomotive component shops and Werk III in Mittelfeld was primarily devoted to tank assembly and component manufacture.
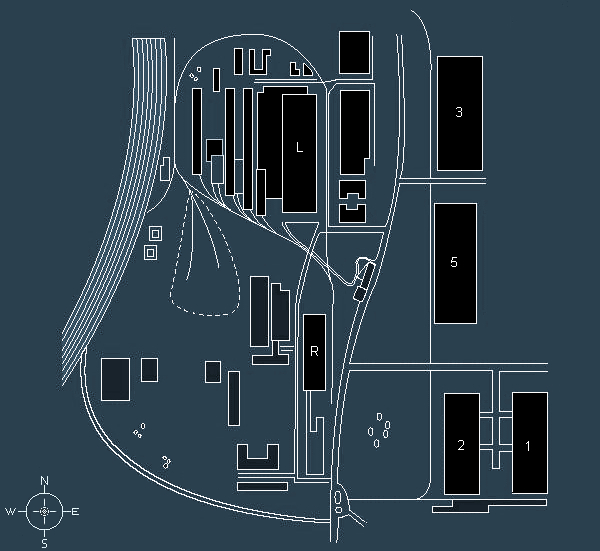
The Mittelfeld Werkes was situated on both sides of a railway line running north and south. Looking north, those buildings on the left side of the railway line were used for manufacturing locomotive components and truck and engine repair. The main storage area for tank components was also on the left side of the track including sheds that held Tiger hulls and turrets. On the right side of the track were 4 main shops numbered 1, 2, 3 and 5. (Shop 4 was planned but never built.). Tiger manufacturing took place in shops 3 and 5.
MITTELFELD WERKES |
||||||
|
||||||
|
The factory employed a total of 8000 workers for tank production. They worked in two 12 hour shifts and the night shift was said to have only 50% of the output of the day shift. A manufacturing process known as the "Takt" system was used in the assembly shops. This system relies on a timed rythym for each step in the manufacturing process and there were nine steps or "takte" used in manufacturing the Tiger I. In factory photos you will often see signs on the shop wall denoting which step is being performed in that location such as "TAKT 1" or "TAKT 8". Each step took 6 hours. The total time to complete a Tiger, including the various machining processes, was estimated to be 14 days. An average of 18 to 22 tanks were carried at any one time in the hull assembly line and approximately 10 tanks were carried in the final assembly line.
The first 4 steps revolved around hull machining and preparation. Henschel did not have the capability to weld or bend the massive heavy armor plates used in the Tiger and actually received the raw hulls and turrets from other companies. The raw hulls were manufactured by two firms, Krupp and Dortmund-Hoerder Huettenverein. The turrets were manufactured by Wegmann und Company, which was conveniently also located in Kassel. These hull processing steps all took place in shop 3.
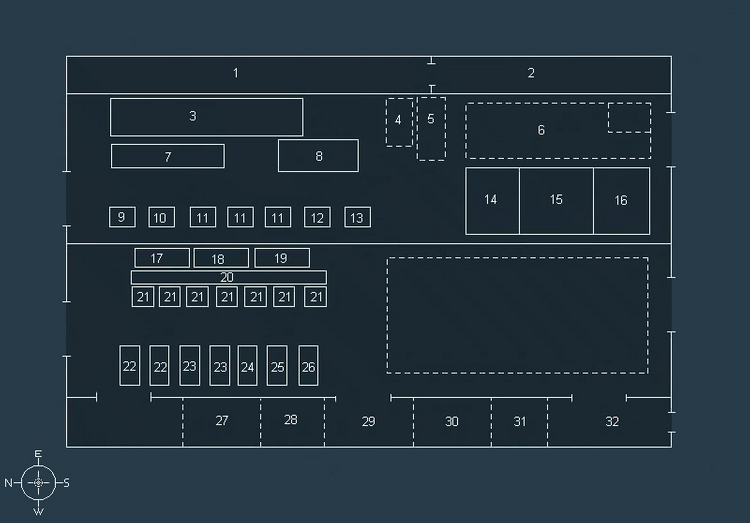
| Mittelfeld Werkes Shop 3 Layout | |||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||
|
Step 1 in manufacturing a Tiger involved receiving the raw hulls by rail. They arrived as a welded unit with the holes only roughly bored in for things such as suspension arms, rear idlers, final drives, hull visor, MG mount, etc. Simply unloading and moving these massive armor units was a major task in itself.
In Step 2, the hull was precisely aligned on a rigid concrete bed. Then the holes in the hull sides for the suspension arms were finish bored by a six spindle horizontal borer.
|
| Henschel workers use the horizontal six spindle borer to finish the Tiger's suspension holes. |
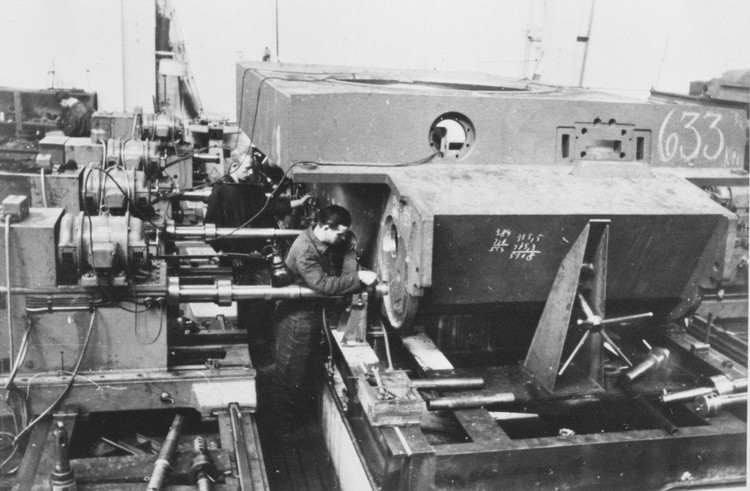
The hull was then transported to the four spindle borer which finished the holes for the final drives and idler arms in Step 3.
|
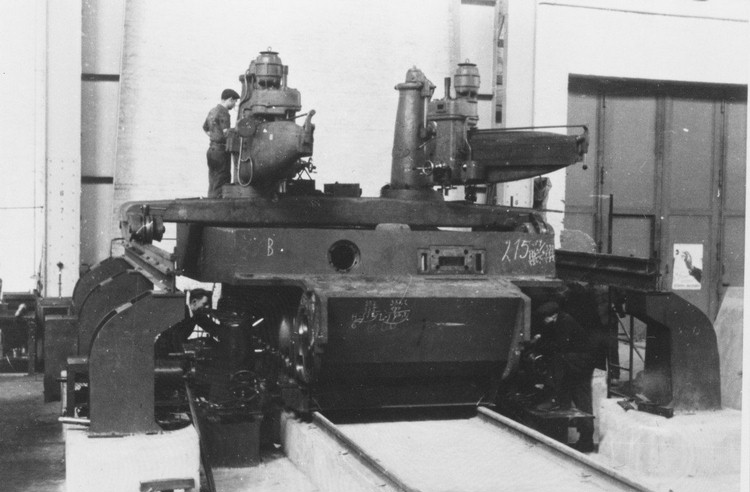
| Here the final drive holes are being finished. Note the work numbers written on the hull. |
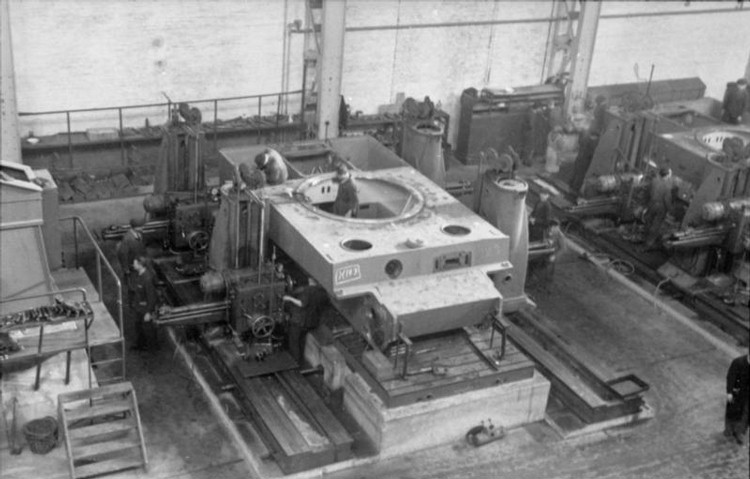
For the next step, Step 4, the hull was transported to a vertical lathe and again had to be precisely aligned for machining of the turret race on the top plate. At the same time, the hull sides were milled to receive the final drive casings.
|
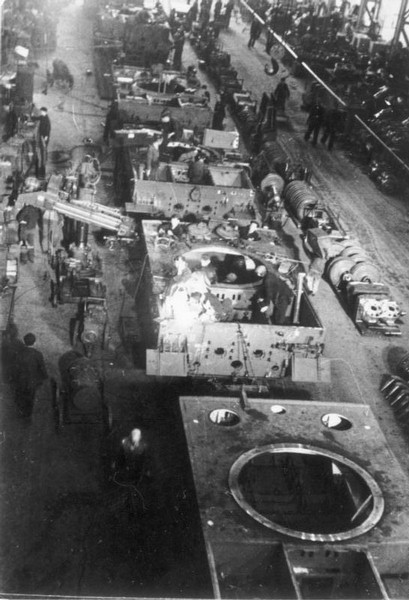
| Overhead view showing hulls that have reached Step 4 in the manufacturing process. |
|
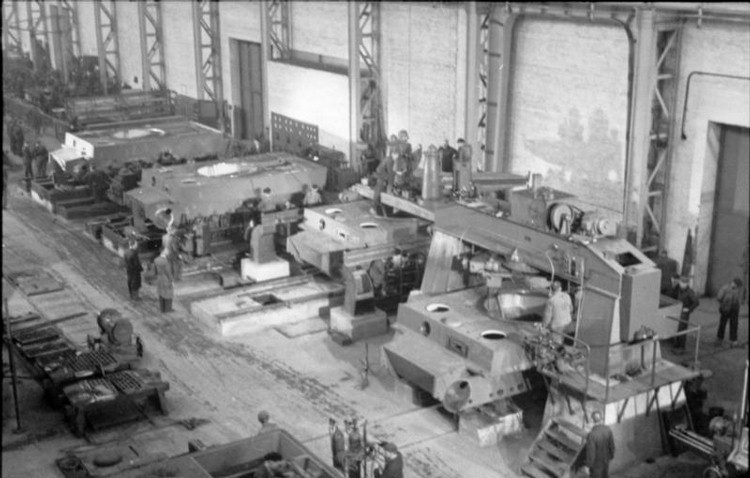
| Twin pillar radial drills bore the holes in the superstructure top plate for the turret ring while the hull sides are also milled. Notice the propaganda poster on the door in the right rear background. |

|
| Workers make precise alignments to ensure the turret ring is machined accurately by the vertical two-tool lathe. Note the jig inserted into the towing shackle holes at the front of the hull. |
At this point hull machining was complete and the hull was transported to the Shop 5 finishing line. In Step 5 many items were fitted such as suspension assemblies, the engine and transmission and various internal equipment.

|
| Fuel tanks, torsion bars and radiator fans wait to be installed on the finishing line. Note the "TAKT 5" sign on the wall indicating step 5 in the process has been reached. |

|
| Freshly machined Tiger hulls enter the finishing line in Shop 5. Soon their empty engine compartments will hold brand new Maybach motors. |

|
| Workers swarm over the Tiger hull installing a myriad of internal and external equipment. They use a wooden stair platform to reach the top of the enormous tank. |
|
| Overhead view showing how busy the finishing line was. |

